


LSAW/SAWL Pipe
Straight Seam Submerged Arc Welded Steel Pipe
UOE SAWL PIPES
Outside Diameter:Φ508mm- 1118mm (20"- 44")
Wall Thickness: 6.0-25.4mm 1/4"-1"
Quality Standards: API、DNV、ISO、DEP、EN、ASTM、DIN、BS、JIS、GB、CSA
Length: 9-12.3m (30'- 40')
Grades: API 5L A-X90,GB/T9711 L190-L625
JCOE SAWL PIPES
Outside Diameter:Φ406mm- 1626mm (16" - 64" )
Wall Thickness:6.0- 75mm (1/4" - 3" )
Quality Standards:API、DNV、ISO、DEP、EN、ASTM、DIN、BS、JIS、GB、CSA
Length:3-12.5m ( 10'- 41' )
Grades:API 5L A-X100, GB/T9711 L190-L690
Classification :
LSAW/SAWL Pipe
PRODUCT DETAILS
Description
Longitudinally Submerged Arc Welding Pipe is subdivided into UOE, RBE, JCOE steel pipe according to its different forming methods. Longitudinal high-frequency welded steel pipe has the characteristics of relatively simple process and fast continuous production, and has wide use in civil construction,petrochemical, light industry and other sectors. Mostly used to transport low pressure fluids or made into various engineering components and light industrial products.
UOE LSAW PIPES
UOE LSAW PIPES | The UOE mill features the most advanced technology and process, achieves high production efficiency, stable product quality and is equipped with complete inspection equipments. |
Prodution Line | UOE mill adopts U & O forming, the formed pipes are welded inside through five internal welding stations with three wires, and welded outside through four external welding stations with three wires. In accordance with different requirements of the customers, the welded pipe can be expanded either by mechanical or hydrostatic expander to improve dimensional accuracy, and eliminate residual stress. |
Specifications | Outside Diameter: Φ508mm- 1118mm (20"- 44")
Wall Thickness: 6.0-25.4mm(1/4"-1") |
JCOE LSAW PIPES(PRESS BENDING)
Prodution Line | This is large diameter longitudinal submerged arc welded (LSAW) pipe production line in China. The mill adopts progressive bending process, featuring evenly distributed forming stress, high uniformity of dimension, infinite sizes variation&wide poduct range, and high flexibility, etc. |
Specifications | Outside Diameter: Φ406mm- 1626mm (16" - 64" )
Wall Thickness: 6.0- 75mm (1/4" - 3" ) |
JCOE LSAW PIPES(ROLL BENDING)
Production Line | This is the first large diameter longitudinal submerged arc welded (LSAW) pipe production line in China. The mill adopts continuous axis contorting J-C-O forming process with characteristics of high forming accuracy and efficiency as well as balanced distribution of forming stress. The mill has the advantages of wide specifications and can produce pipes in any size within its production range. |
Specifications | Outside Diameter:Φ406mm- 1829mm (16" - 72" )
Wall Thickness:6.0-30mm(1/4" -11/6") |
Specification&Standard
O.D. | W.T. | Length(m) | |||||||
Inch | mm | Min.Yield Strength(Mpa) | |||||||
Inch | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
Tolerance of Outside Diameter and Wall Thickness
Types | Standard | |||||
SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
Tube end OD deviation | ±0.5%D | ±0.5%D | -0.79mm~+2.38mm | <±0.1%T | <±0.1%T | ±1.6mm |
Wall thickness | ±10.0%T | D<508mm, ±12.5%T | -8%T~+19.5%T | <-12.5%T | -8%T~+19.5%T | 5.0mm |
D>508mm, ±10.0%T | T≥15.0mm, ±1.5mm | |||||
Chemical Composition and Mechanical Properties
Standard | Grade | Chemical Composition(max)% | Mechanical Properties(min) | |||||
C | Mn | Si | S | P | Yield Strength(Mpa) | Tensile Strength(Mpa) | ||
GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
BS En10025 | S235JR | 0.17 | 1.4 | - | 0.035 | 0.035 | 235 | 360 |
S275JR | 0.21 | 1.5 | - | 0.035 | 0.035 | 275 | 410 | |
S355JR | 0.24 | 1.6 | - | 0.035 | 0.035 | 355 | 470 | |
DIN 17100 | ST37-2 | 0.2 | - | - | 0.050 | 0.050 | 225 | 340 |
ST44-2 | 0.21 | - | - | 0.050 | 0.050 | 265 | 410 | |
ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
JIS G3101 | SS400 | - | - | - | 0.050 | 0.050 | 235 | 400 |
SS490 | - | - | - | 0.050 | 0.050 | 275 | 490 | |
API 5L PSL1 | A | 0.22 | 0.9 | - | 0.03 | 0.03 | 210 | 335 |
B | 0.26 | 1.2 | - | 0.03 | 0.03 | 245 | 415 | |
X42 | 0.26 | 1.3 | - | 0.03 | 0.03 | 290 | 415 | |
X46 | 0.26 | 1.4 | - | 0.03 | 0.03 | 320 | 435 | |
X52 | 0.26 | 1.4 | - | 0.03 | 0.03 | 360 | 460 | |
X56 | 0.26 | 1.1 | - | 0.03 | 0.03 | 390 | 490 | |
X60 | 0.26 | 1.4 | - | 0.03 | 0.03 | 415 | 520 | |
X65 | 0.26 | 1.45 | - | 0.03 | 0.03 | 450 | 535 | |
X70 | 0.26 | 1.65 | - | 0.03 | 0.03 | 585 | 570 | |
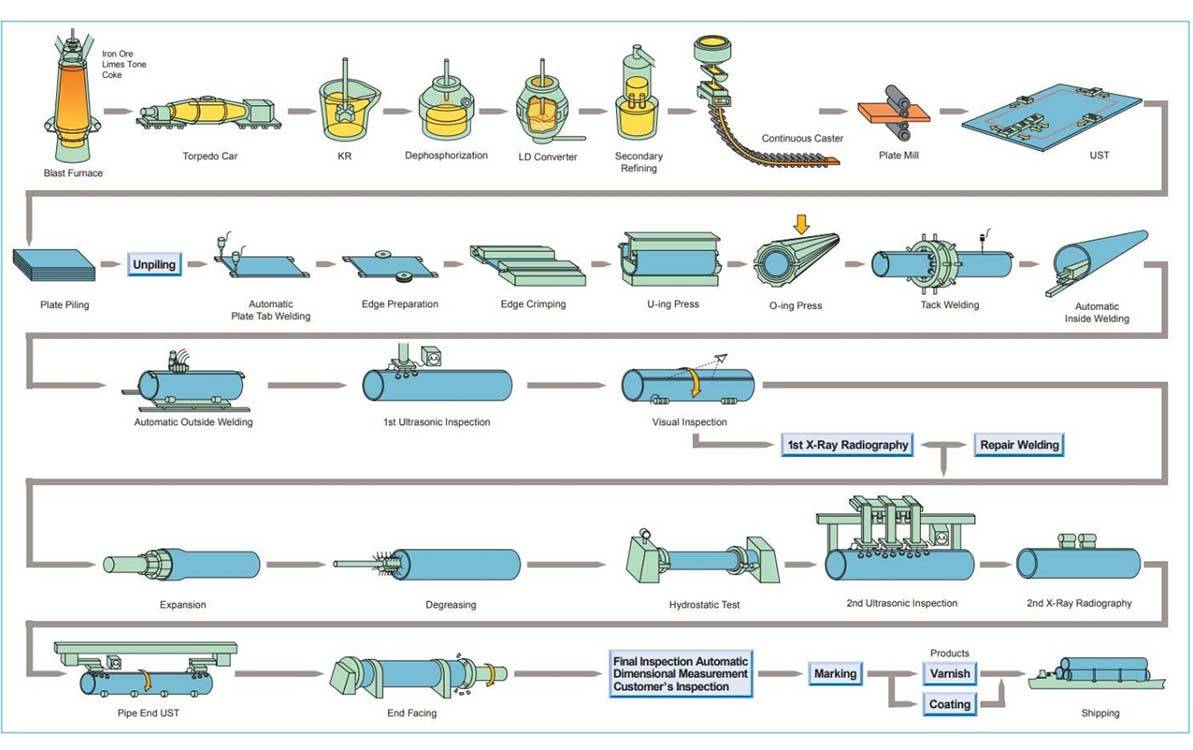
Process
LSAW steel pipe (Longitudinally Submerged Arc Welding abbreviated as LSAW) is a professional expression term for LSAW steel pipe. It uses a single medium and thick plate as the raw material, and the steel plate is pressed (rolled) into a tube blank in a mold or a forming machine. The pipe is produced by submerged arc welding and expanded diameter.
UOE LSAW pipe forming process:
The three main forming processes of UOE LSAW steel pipe forming process include: steel plate pre-bending, U forming and O forming. Each process adopts a dedicated forming press to complete the three processes of pre-bending the edge of the steel plate, U forming and O forming in sequence to deform the steel plate into a circular tube.
JCOE LSAW pipe forming process:
Forming: After several steps of stamping on the JCO forming machine, first half of the steel plate is pressed into a "J" shape, then the other half of the steel plate is pressed into a "J" to form a "C" shape, and finally pressurized from the middle to form An open "O"-shaped tube blank is formed.
Packaging and delivery
The company has the Shandong Dayang Steel Pipe Production Base Warehouse Area, Dadong Steel Pipe City Boutique Goods Yard Sales Area, etc., with an annual inventory of 70,000 tons.The annual round steel trade volume is 650,000 tons, with 50,000 tons of spot goods throughout the year, and the output value is about 6 billion yuan. The factory has eight pipe expansion production lines, mainly producing 300-1500mm outer diameter, with an annual output of 80,000 tons.

Customer visit
Adhering to the tenet of "strict management, good reputation, strong strength, and high-quality service", the company serves customers and friends at home and abroad with high standards of scientific environmental protection, professional innovation, and currently exports to more than 150 countries and regions in Europe, America, South America, the Middle East, Asia, etc., and the products are well received by everyone!

Factory
The factory focuses on the research and development and manufacturing of seamless steel pipes, oil casing processing for oil fields and gas cylinder steel pipe products. It currently has one hot-rolled seamless steel pipe production line. The production process of the hot-rolled seamless steel pipe production line adopts conical perforation, precision pipe rolling and three-roller micro-tension sizing. The production specifications are: Φ50-Φ273mm, wall thickness: 4.5-40mm, and the online equipped ultrasonic flaw detection system, eddy current flaw detection system and other product detection systems have reached the industry leading level.

相关产品
Related products
Chida Road Donger County Liaocheng City Shandong China
